November 1, 2016, 2:19 pm
Hey guys.
Today i got some problems with out Mitsubishi FA10S.
I was cutting 1° angle with (idk if thats correct, but i think you call it land. its the thing which wire cuts straight depending on the length from top. for example i have material 28mm tall. the land is 4mm with 1° angle. i hope so you can understand :D )land 4,1mm. In our newest machine it was all fine, but when i was doing that on FA10S, it was shorter. It was about 3mm land.
We usually do every Monday wire alightment so i dont think so it should be the problem. In the program where we overwrite Z1,Z2,Z5, was everything fine too. So anyone, who thinks that has solution for that ? Will be very happy :)
P.S. sorry, if you cant understand what am i saying. my technical english is in this case very bad.
↧
November 2, 2016, 9:25 am
We cut a lot of parts from shim stock and sheet, anywhere from .001" - .125".
Mostly 304SS but brass, steel, and inconel are not uncommon.
Larger parts and material from .005" up do not usually present a problem.
However, more and more we are seeing requests for parts with thin cross-sections from .001"-.003" materials.
Just looked at one for shim washers from .001" brass with a .039" wall ... except for two areas where they want a .006" wall.
For us at least, that's pretty thin.
Normally we shear blanks from shim stock, stack them between a pair of stiffeners plates, drill start holes, clamp them between rails in a wedm, cut the parts, remove as a stack, and send them to our deburr department to be separated and cleaned.
The problem with stacks of thin material with thin cross-sections is they often "weld" together along the cut edges and they tear when being separated.
Have any of you found a way to cure or mitigate this?
↧
↧
November 2, 2016, 11:24 am
I'm getting the following error message "44V supply to wire drive not OK", it's error #321. We can't move the table or put it in manual on the hand pendant. I assume this is because the machine always runs the wire when the table is moving. Any suggestions where to start looking would be much appreciated.
↧
December 4, 2016, 5:01 pm
Anybody running or remembers running a LV3? I could use some help.
Bob
↧
December 6, 2016, 3:12 am
Dear Practical Machinists,
Does anyone own and/or operate an ONA EBAGOKI 35/50 Wire EDM Machine. We have one but so far were not able to program the machine with a CAM. We have a CAM licence for other machines but no postprocessor for Ebagoki yet. If anyone could provide some program examples for her that would be very very helpful for generating a postprocessor.
Of course any other help in running the machine is very welcome.
Thanks all,
n
↧
↧
December 7, 2016, 6:55 am
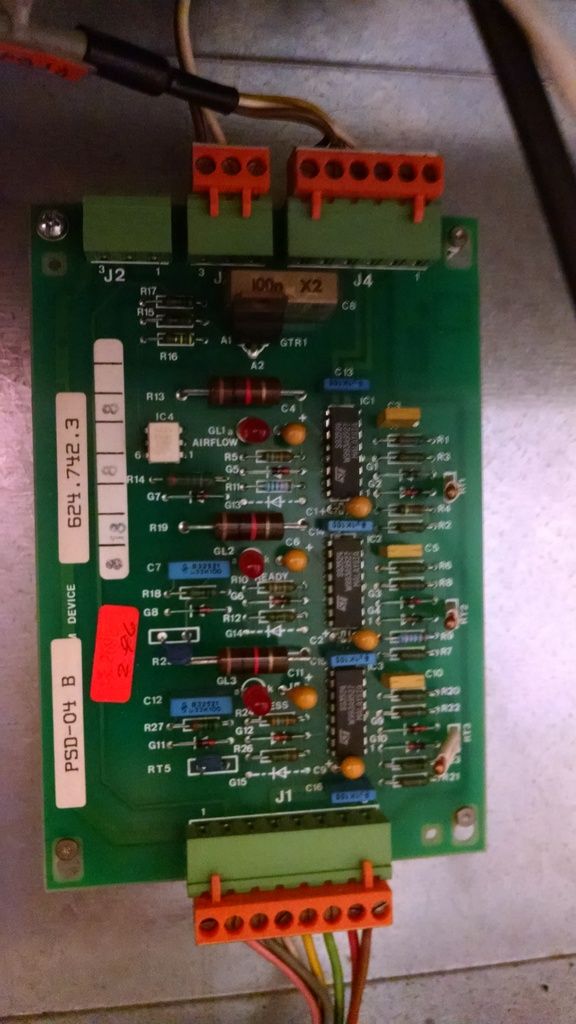
Unfortunately questions about this machine are becoming common. We are getting error massage 705. The manual describes it like this.
Message: 705
Meaning: Temperature AGIPULS HMC >50°C
Measures: Is air filter clean? Ambient temperature too high? Call Service.
Source: A PM1 P9
Circuit diagram: HSS:8
That led to the board pictured below. We found an IC chip that looked fried and replaced it but that didn't change anything. The top red LED on the board is not lit and the fans in the bottom of the cabinet are not running (they get power from that board) but I don't remember if they were always on or not. It looks like there are 3 thermocouples sticking out of the board. It was definitely not >50°C there.
![]()
↧
December 9, 2016, 8:14 am
was looking to buy a new EDM SINKER dual purpose machine....was looking at makino, mitzi, sodick....but welcome youse guys reviews of what ya know or have used....I need it to do slots 8 inches deep in OFHC and maybe down to .002 holes or even nano holes if it can do it....money isn't a concern....the right tool for the job is 50 times more important....here what I gots so far
↧
December 14, 2016, 11:10 am
I have some 5/16 car reamers - and for my use, I really could use them as coolant through. They have a 3/8 shank, are about 5" long, and really, I only need the usable cutting range to be from about .240" and up... so the point that is on it, and taper that is smaller than that is pretty much irrelevant.
I dont have a way of putting a hole through it lengthwise..... and figure EDM drilling is about the only option since the hardness of the center of the reamer and material are unknown, as well as the flutes at the exit point would likely cause issues.
I would guess a hole not much more than .125" would be workable.
Any ideas what I might be looking at cost wise for something like that?
Thanks
Wade
↧
December 15, 2016, 8:34 am
Good afternoon.
Someone did you know which the brass power cut pro 900n wireless 0.25 k 160, agie charmilles? Or the brass wire ac brass lp 900n 0.25 k160.
↧
↧
December 15, 2016, 11:41 pm
Recently while cutting a little 4 axis job I never have problems with on old Mits 400 ha I got 711 aux TB contact error? As always I referenced xyuvz . I even did wire alignment and taper z. I cut 1 part with no alarm then loaded next piece and got alarm.. I'm missing something and really didn't have time to dive today . Any suggestions would be appreciated .
Thanks
↧
December 29, 2016, 10:34 am
I have several types of parts that are round that I would like to come up with a new way to fixture. The parts are thread splits and striker plates for Stretch Blow Molding. They get wired in half, and usually they are stuck to a large magnet which is set against 123 Blocks on the table. This generally gets the job done, however it means that my upper and lower flush cups are almost as far apart as they can possibly be, and the wire runs through a bit of steel, then an 1-4" of open space then more steel. Wire almost always breaks in the lower portion where flushing is poor.
I'd like to turn the parts so that I am cutting through the solid part with no gaps. This would also let me get my Z axis a ton shorter. The parts never come through with the same bolt pattern twice. I'll do 20 or so with a pattern and then never see that set up again. They do have the same specs on the bolt holes and counterbores, so I've turned pins that fit tightly in the holes. Attached is a rough wireframe of what I think would work.
![Click image for larger version.
Name: wireframe.jpg
Views: 48
Size: 15.4 KB
ID: 187256]()
The idea is to set one to the table and use taper pins or something to locate it the same place every time. The second part is going to have holes drilled and tapped and I'm going to run some real fine threaded rod through both of them and use that to adjust the "soft jaw" until it indicates in to my X axis. I want to mill out a half-slot on the face of each that the pins will set in. I'll find center off of the jaws of this fixture and just wire across the table in X+. In my mind, as long as the fixture is indicated in parallel to X and the parts are in tight, I should be able to cut them consistently in spec.
I hope this makes sense. I can get some photos here shortly, but we have a no-cellphone policy and zero signal anyway. So whatever photos I take will have to wait till tonight.
↧
Simple job, but I'm stumped how to make it work.
Need to make a straight cut in Y, then tip the head (V axis) to cut a 5 degree angle in the same direction as the cut (Y direction) Move Out .100" in X. at the 5 degree angle. Then back to zero and leadoff the part.
With using the A angle callout, the head wants to tip in the X direction.
I thought I could use X/Y/U/V programming, works perfectly without offset compensation (G41) but I need to be able to use that. Here is a sample, the manual states that U/V programming is always incremental.
G90
G41 X0. Y-.1 F.005
G01 Y-.200
G01 V-.156
G01 Y-.400
G01 X.100
G01 V.156
G40 X.200
M30
If you use G41 in the program, the program goes crazy, X,Y,U,V all move and in the wrong direction.
I have the Z values all calculated and in the control. But I don't think its supposed to use them with XYUV programming? (I calculated the needed V axis moves in CAD) If no Z values are in the control, the V axis does not move when called in the program.
Any help would be greatly appreciated!
↧
January 9, 2017, 12:47 am
G'day all
I've been considering buying a sinker EDM- just a basic used unit to start off with. I haven't run one before to get a feel for limitations so I'd like some input on the following
Ignoring tolerances for now, Is it possible to produce a slot less than 0.3mm wide, 50mm long, all the way through 1mm thick O1 material with a sinker type EDM?
If so, is it something that can be done on an 80's manual Charmilles, or firmly in modern $$$ machine territory? I haven't been able to find any example parts which have a similarly long, thin slot produced by sinker
Cheers,
Drew
↧
↧
January 11, 2017, 12:43 am
Good Morning/Day!
I have a problem with my cut 200 that drives me mad :mad5::mad5::mad5:
whenever i start a measuring cycle and it requires threading, the wire breaks right after threading. it is a new machine and i have never used AC before so if someone could point me a direction where should i start trouble shooting, that would be great! i'd be really grateful!
Thanks, and have a nice day!
Edit: now i get some suspicious error messages too as shown on the picture attached
![Click image for larger version.
Name: ERR.jpg
Views: 21
Size: 59.3 KB
ID: 188187]()
↧
January 12, 2017, 12:22 am
Hi, have no idea of an edm's capabilities. Need a wire tie hole ,3 places on the flat outside of a hex. Can it start hole on that angle ?
303 ss se 11/16 hex , .090 from edge hex point to the c/l of a .060 hole. So about 1/2 inch from start to finish. I have 900
pieces. So will this work?
Thanks jim
↧
January 18, 2017, 5:01 am
Hi,
I was wondering if anyone knew, or knows of someone who can either fix or possibly have a new drive board for a Leblond Makino MGF 20. The company says they do not have any, and they doubt there are any available anywhere. Any help would be appreciated.
Thanks,
G.T.
↧
January 20, 2017, 9:48 pm
I changed the 2 resin, 2 large filters, and the small one by resin bags and left the machine running to circulate water but can't seem to bring my numbers down. I cleaned off the sensor probes in clean tank with rubbing alcohol and still high. The water was drained and dirty tank cleaned less than a year ago. All I can think of is maybe the filter pump??? It does have a rapid fill problem..it's very slow filling and lots of bubbles as it does. Also the ATF stream has very low pressure. I'm sure I have a few solenoid issues too but not sure if related. Does anyone have any ideas???
Thanks,
Tvalen
↧
↧
January 24, 2017, 7:07 am
Hi,
I am looking to source a new EDM wire cutting machine but I am new to this area. I have been talking to some suppliers and they have informed me that their machines are wire material specific, a brass wire cutter machine will only use a brass wire.
I do not fully understand this point, why can an EDM wire cutter not operate with various wire types? I questioned my contact with the supplier but all I got was that each machine is wire specific. Wire properties seem a key aspect of the cutting ability so I am interested in knowing why this is the case.
regards,
↧
January 25, 2017, 8:55 am
I'm having a bunch of wire breaks at the bottom or just below the bottom of my part (25mm thk aluminum)
its a Charmilles Robofil 290 non submerged round guides machine.
My upper contact is freshly rotated and seems to be contacting and wearing normally. my pinch rollers seem to be clean and problem free. It maintains good constant tension. My upper contact braided connection is new and seems good. It occasionaly seems to weld the wire to the bottom of the kerf
I thought where it's breaking points to upper contact problem, EXCEPT that it's pretty difficult to thread wire through the lower guide. it still goes just much trickier than normal (no auto threader).
I did run some .150mm smaller wire through the same .250mm guides, for a total of a few minutes, perhaps that gunmmed them up? I don't see how. and it still pulls wire pretty consistently.
Is there a good way to check for other hidden cable connections that I can do with a scope or a multimeter?
↧
January 26, 2017, 1:09 am
Hi all,
I am looking to use an EDM to cut a piece that, once cut, will be used in a vacuum environment. For this I am looking for the cut piece to be as 'clean' as possible, that is least contaminants (bonded oxides etc.) on the piece after the work is complete that may lead to out-gassing in the vacuum environment (metal particles are not an issue), thereby reducing the amount of cleaning necessary. Does anyone have any experience/recommendations on which wire material and flushing liquid is best suited to this scenario.
regards,
Kealan
↧